
- · 常州Y15扁钢~~优惠客户
- · 上海Y10Cr17不锈钢方棒##业绩上月提升2成
- · 2024建材中心宜昌伍家岗沥青不发火砂浆<2024+排一览>
- · 00Cr25Ni20Mn3Mo3N圆棒-各地仓库可发
- · 沈阳8742合金钢圆棒厂家直销
- · 0Cr26Ni5Mo2不锈钢卷板万吨库存锻圆、冷拉钢
- · 金湾财务凭证柜生产商-2024年/价格
- · sbs卷材防水女儿墙施工
- · 25A镀锌槽钢价格 潮州Q345C镀锌槽钢来图定制
- · 宁夏1.4307不锈钢棒材料可复检切型、管柸
- · 江西N10675千吨未入库棒材、钢板
- · 新疆轧三 15.2超低温钢绞线 南京隧道17.8钢绞线厂家 多规格可选
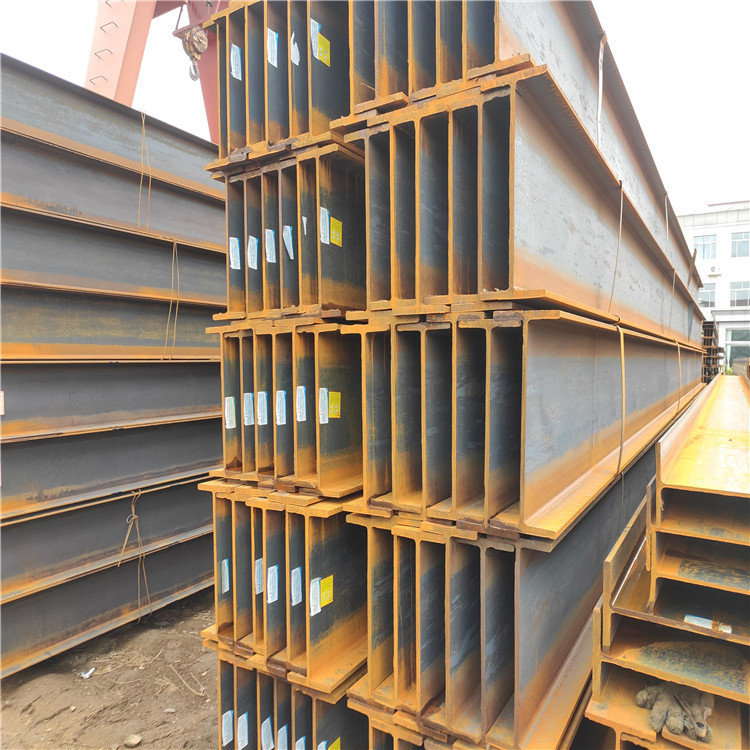
294*302*12*12H型钢 赤峰Q345D焊接H型钢 截面稳定性好



经热后,表面可以获得很高的硬度(HRC58--62),芯部硬度低,耐冲击。如果用45钢渗碳,淬火后芯部会出现硬脆的马氏体,失去渗碳的优点。现在采用渗碳工艺的材料,含碳量都不高,到.3%芯部强度已经可以达到很高,应用上不多见。.35%从来没见过实例,只在教科书里有介绍。可以采用调质+高频表面淬火的工艺, 定的45钢热制度为85℃正火、84℃淬火、6℃回火,达到的性能为屈服强度 5钢抗拉强度为6MPa,屈服强度为355MPa,伸长率为16%,断面收缩率为4%,冲击功为39J45号钢不淬火硬度小于HRC28,比较软,不耐磨。锻件的热1.1碳钢和碳锰钢锻钢件应采用下列之一的热法:完全退火正火正火+回火淬火+回火1.2合金钢锻钢件可采用下列之一的热方法淬火加回火正火加回火其中回火温度应不低于55°C当合金钢采用正火加回火时,其力学性能应符合公认的或 标准的要求。钢件经热后,需经受局部加热,进行热矫直或冷矫直,应对该锻钢件作消除残余应力。对需要作表面硬化的锻钢件应将其工艺规程提交船级社备查,且厂应通过试验证明该锻钢件表面硬化层的硬度和深度,确能达到要求的质量而又不致损害锻件本体的性能。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在700mm以上的产品称为大号、300~700mm的称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差 12*12H型钢 赤峰Q345D焊接H型钢 截面稳定性好此外,适当减小了炉身角和炉腹角,有利于高炉强化冶炼。2004年以后投产的大修或新建的武钢5号、6号、7号等高炉也采用了这种炉型设计。炉体冷却系统创新高炉炉衬寿命除受所砌耐火材料质量影响外,主要取决于冷却器和冷却水的冷却效果。武钢高炉冷却系统某些领域具有自己的特色,:2006年投产的7号高炉炉缸冷却用铸铜冷却壁取代铸铁冷却;炉喉钢砖采用水冷结构等。在炉体冷却器结构的同时,武钢对软水密闭循环使用技术进行了系统的研究,包括冷却水质技术和确定高炉各部位在不同炉役阶段的冷却强度控制范围等。
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。
294*302*12*12H型钢 赤峰Q345D焊接H型钢 截面稳定性好采用了高、低温换热器这一措施,既提高了换热效率、满足了换热要求,又有效控制了成本。其次,浆料的输送及雾化,由于其黏稠,流动性差,在方案设计时,即考虑尽量缩短输送管道长度及减少弯头数量以减少流动阻力;抬高储料桶安放位置标高,使其与喷头有一合理高差,能产生自流;对于喷头,经过 与比较,高速离心雾化器是很好的选择,其技术参数为:喷雾盘直径12mm;转速18r/min;水分蒸发量5kg/h。大规格H型钢的轧制难点在于几何尺寸的控制和腹板冷却波浪的控制。几何尺寸波动,尤其是头、尾部分翼缘的宽度和厚度超负偏差下限,导致切损量大;腹板波浪不但严重影响型钢表面质量,而且会造成大量不合格品。要实现大规格H型钢的顺利轧制,关键在于平衡,包括腹部与翼缘的延伸平衡、腹部与翼缘的温度平衡。压下量分配合理的压下量分配是:1)BD轧机来料腹板厚度要尽量减薄,这样不但可以减小轧制时腹板、翼缘的变形量,而且利于使轧件头、尾部分的翼缘尺寸合格。